028-85875880
028-85875880
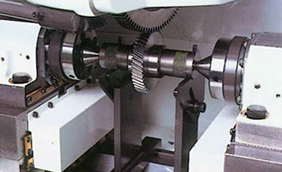
高精度齿轮加工
YDK7760直齿锥齿轮加工机床是使用电火花线切割技术,加工精密直齿锥齿轮在生产工艺上可采用先车削出轮廓--淬火--磨内孔—线切割齿廓(采用中走丝多次加工工艺代替磨齿),亦可加工普通圆柱直齿轮。
YDK7760直齿锥齿轮加工机床与现有机械刀具切削相比,具有明显优势。YDK7760加工时工件无受力变形,在数控指令控制下,加工精度高,齿部为标准渐开线或函数曲线,表面粗糙度好,可微观进给(1μm)并可多次切割。针对高强度、高韧性、高硬度等机械方式难加工材料,电火花线切割加工(WEDM)尤显其强大优势。便于制造高精度和超大行程机床,满足特殊零件高精度等级加工要求。成本更低,低能耗、无污染。
“直驱”切出高精度
高精度加工和高稳定性,一直是国产齿轮加工机床孜孜以求的目标。国内齿轮加工机床制造企业为此做出过不懈努力,但因收效甚微,迟迟难以打破进口高精度齿轮加工机床对中国市场的垄断。据李建军讲,这关键在于国产普通数控滚齿机的刀轴箱及工件箱蜗轮副,既无法高速运转实现干切,又不能在长期运转后保证其加工精度。惟有运用“直驱”技术,才能把高精度和高稳定性变为现实,让国产齿轮加工机床真正拥有向进口机床亮剑的资本。
文林机械自主研发的十轴全自动数控双直驱双工位高速干切滚齿机,即是利用“直驱”技术打造的经典之作。作为第四代滚齿机,该机床不仅以最先进的齿轮加工理念,将滚齿、倒棱两大功能集于一身,还以工作台和滚刀刀轴采用的双直驱驱动技术,将刀轴箱及工件箱的蜗轮副更换成同步电机和力矩电机,并通过数控系统实现了刀轴箱及工件箱的同步耦合和无间隙啮合,避免了传动链带来的误差,极大地提高了精度、稳定性以及滚刀和工作台的转速,实现了干切。李建军告诉记者,该机床的研发成功,从根本上克服了普通数控滚齿机加工精度低、油冷却污染高的缺陷,实现了真正意义上的高精、高效和绿色环保。用户的使用结果表明,该机床不仅在直齿和斜齿圆柱齿轮的高速加工上有着不俗的表现,用于直齿锥齿轮、鼓型齿、花键、蜗轮加工,也毫不逊色。
文林机械运用“直驱”技术,研制成功的数控全自动高速双直驱干切静压插齿机,在市场上更是叫好又叫座。作为新一代四轴三联动插齿机,该机床刀轴回转和工作台主轴回转采用直驱结构,取消了传统的蜗轮副传动,以无间隙啮合,大大提高了加工精度,其圆柱齿轮的加工精度可达6级。据李建军介绍,该机床主要用于直齿圆柱齿轮及各种形状的直齿非圆柱齿轮和平板型凸轮的加工,若选用附加顶尖座即可加工轴齿轮,选用可倾斜角度工作台又可加工锥度齿轮。
上一篇:硬齿面齿轮加工技术工艺
下一篇:硬齿面齿轮精密热滚挤工艺研究