028-85875880
028-85875880
硬齿面齿轮加工工艺分析:
1.2 插齿加工
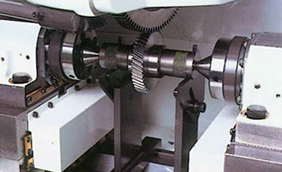
插齿也是广为采用的切齿方法,它用形状为齿轮或齿条的插齿刀具,它与被加工齿轮按一定的速度做啮合运动的同时,刀具沿齿长方向作往复运动形成切削加工,特别适合于加工内齿轮喝多联齿轮。硬齿面齿轮的精插削是指采用硬质合金插齿刀精加工热处理后、硬度为HRC45~64的硬齿面齿轮。硬齿面插齿刀的研制,国外起步较早,现已进入应用阶段。国内开始于20世纪80年代中期,例如我国内蒙古第一机械制造厂采用758刀片制造的压配式插齿刀(采用平前刀面)加工硬度HRC60的齿轮达到8级精度;成都工具研究所采用AA级硬质合金插齿刀加工HRC45~62的硬齿面齿轮,加工精度可达6~7级,Ra达0.4~0.8um。
硬齿面插齿加工具有下列优点:1、对于硬齿面的直齿外齿轮、内齿轮、双联(三联)或带台肩齿轮都能方便地进行加工。2、工艺过程简单、操作方便、效率高、成本低。
上一篇:齿轮加工工艺设计剖析
下一篇:专用齿轮加工机床有什么优势