028-85875880
028-85875880
 |
 |
 |
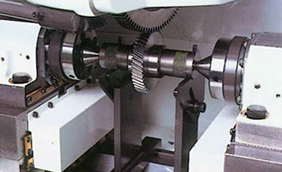
| 齿轮加工现场 | 齿轮加工机械 | 齿轮磨齿 |
齿轮模数加工范围:M1---M32
齿轮磨齿加工范围:Ø32mm- Ø3200mm
产品相关简介:对于之论加工基准的选择常因齿轮的结构形状不同而有所差异。带轴齿轮(轴轮)主要采用顶点孔定位;对于空心轴,则在中心内孔钻出后,用两端孔口的斜面定位;孔径大时则采用锥堵。顶点定位的精度高,且能作到基准重合和统一。对带孔齿轮在齿面加工时常采用以下两种定位、夹紧方式。 所以,为减少定位误差,提高齿轮加工精度,在加工时应满足以下要求: 1)、应选择基准重合、统一的定位方式; 2)、内孔定位时,配合间隙应近可能减少; 3)、定位端面与定位孔或外圆应在一次装夹中加工出来,以保证直度要求。
相关阅读:齿轮加工工艺过程分析